Lad Istar hjælpe dig med at komme i gang med dit projekt med vores erfaring og knowhow!
Upload dine designfiler og produktionskrav, så vender vi tilbage til dig inden for 30 minutter!
En undersænkning er en lille detalje, der kan få dit arbejde til at se meget bedre ud. Det gør også tingene sikrere og stærkere. I denne artikel vil jeg forklare undersænkningshullet. Jeg vil dele mine erfaringer og forklare alt, hvad du har brug for at vide. Vi vil se på, hvad et undersænkningshul er. Vi vil se, hvordan det adskiller sig fra et undersænkningshul. Vi vil også lære, hvordan man laver den rigtige undersænkning til dit fastgørelseselement. Når du er færdig, vil du vide, hvorfor denne lille del kan gøre dine designs meget bedre. Disse oplysninger er nyttige, hvis du arbejder med træ eller metal. Det er også godt for folk i luftfarts- eller bilindustrien.
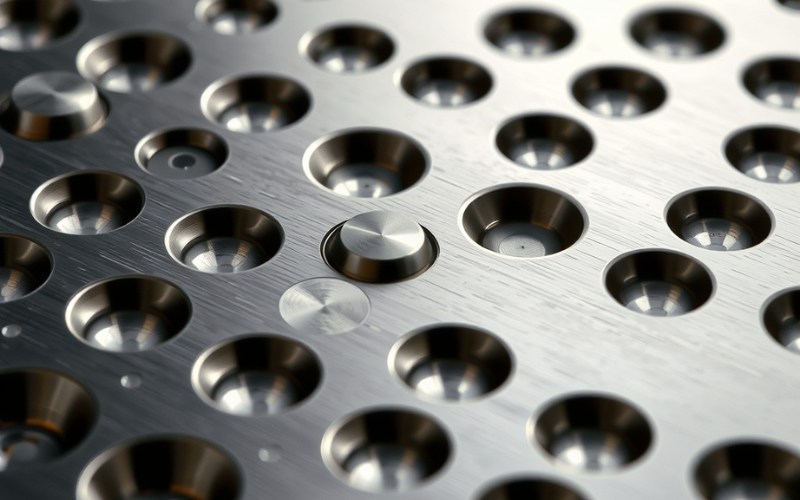
Jeg husker første gang, jeg skulle tilføje et undersænkningshul til en tegning. Jeg troede, det bare var en speciel måde at gøre toppen af et hul større på. Men det er mere præcist end det. Et undersænkningshul er et kegleformet hul lavet i en genstand. Dette specielle hul har en kegleform. Det lader hovedet på et fastgørelseselement sidde fladt. Fastgørelseselementet kan være en fladskrue eller en nitte. Hovedet vil være i niveau med overfladen eller lige under den. Du kan tænke på det som at lave en perfekt rede, hvor fastgørelseshovedet kan sidde inde.
Den vigtigste del af en undersænkning er dens kegleform. Vinklen er ikke tilfældig. Undersænkningsvinklen er valgt til at matche vinklen under fastgørelseselementets hoved. Denne matchende vinkel får fastgørelseselementet til at passe fladt og se rent ud. At lave denne form kaldes undersænkning. Det er en grundlæggende færdighed inden for maskinteknik. Hvis du ser et produkt, hvor skruerne ikke stikker ud, har det sandsynligvis en god undersænkning. Målet er at lave en glat overflade. Dette er vigtigt for, hvordan det ser ud, og hvordan det fungerer. En god undersænkning sikrer, at der ikke er skarpe kanter eller dele, der stikker ud.

I mit job lærte jeg, at en undersænkning gør mere end bare at få tingene til at se pæne ud. At se godt ud er dog et stort plus. Der er meget nyttige grunde til at bruge undersænkning. Hovedårsagen er, at en undersænkning lader et fastgørelseshoved sidde fladt med overfladen. Dette er meget vigtigt for mange anvendelser. For eksempel hjælper en glat overflade i luftfartsarbejde fly med at bevæge sig bedre gennem luften. Når man laver møbler, forhindrer det tøj i at hænge fast i en skrue. At få tingene til at se bedre ud er en stor grund til, at undersænkning bruges så ofte.
Udover at se godt ud gør en undersænkning også forbindelsen stærkere. Fastgørelseselementet sidder fladt, hvilket spreder kraften ud. Dette kan forhindre materialet i at blive beskadiget. For eksempel kan det forhindre træ eller andre svage materialer i at splittes. Dette gør det også mindre sandsynligt, at fastgørelseselementet løsner sig senere. Sikkerhed er en anden stor grund. Fastgørelseshoveder, der stikker ud, kan være farlige. De kan hænge fast i din hud, tøj eller andre værktøjer. En undersænkning fjerner denne fare. Det gør produktet sikrere.
Det er let at forveksle en undersænkning og en undersænkning. Men de er til forskellige job. De bruges også med forskellige slags fastgørelseselementer. Jeg har set denne fejl forårsage problemer, når jeg sætter ting sammen. Den største forskel er udskæringens form. En undersænkning er et kegleformet hul. Det er lavet til et fastgørelseselement, der har et hoved med en vinkel, som en fladskrue. En undersænkning er anderledes. Det laver en udskæring, der er formet som en cylinder og har en flad bund. Dette undersænkningshul bruges til et fastgørelseselement med et fladt hoved, som en skrue med sokkelhoved.
Her er en nem måde at huske det på:
| Funktion | Forsænker | Forboring |
|---|---|---|
| Form | Kegleformet (vinklede sider) | Cylinderformet (lige sider) |
| Bund | Spids (ender ved pilothullet) | Flad |
| Fastgørelsestype | Fladskruer, nitter (vinklet hoved) | Skruer med sokkelhoved, bolte (fladt hoved) |
Både en undersænkning og en undersænkning lader et fastgørelseshoved sidde i flugt med eller under overfladen. Men den, du vælger, afhænger fuldstændig af det fastgørelseselement, du har. Hvis du bruger et undersænkningsværktøj, når du har brug for en undersænkning, vil forbindelsen være svag. Dette skyldes, at fastgørelseshovedet ikke har et fladt sted at trykke på. På samme måde vil brug af en undersænkning til et kegleformet fastgørelseselement efterlade tomme rum. Dette vil skabe et svagt punkt. At kende denne forskel er meget vigtigt for et godt design. Det hjælper også med at gøre tingene lettere at bygge.
At vælge den rigtige undersænkningsvinkel er ikke et gæt. Det er et meget vigtigt skridt. Vinklen skal matche det fastgørelseselement, du bruger. Hvis vinklerne er forskellige, vil fastgørelseselementet ikke sidde rigtigt. Dette kan gøre forbindelsen svag og se dårlig ud. Jeg lærte dette af en fejl på et projekt. Vi havde mange dele lavet med den forkerte undersænkningsvinkel. Fastgørelseselementerne sad ikke i flugt. Vi var nødt til at lave alle delene igen.
De mest almindelige valg af undersænkningsvinkel er fastsat af regler som ANSI og ISO.
Reglen er let at følge. Kontroller altid oplysningerne for dit fastgørelseselement. Hullets undersænkningsvinkel skal være den samme som vinklen på fastgørelseshovedet. Dette sikrer, at hovedet sidder perfekt. Det giver den mest støtte og gør forbindelsen stærk.
For at lave en undersænkning skal du bruge det korrekte værktøj. Du kan ikke bare bruge et større bor. Det vil lave et hul, der ser dårligt ud og ikke har den rigtige form. Det vigtigste værktøj, du har brug for, kaldes en undersænkningsbit. Det kaldes nogle gange en undersænkningsfræser. Disse bits er lavet med en speciel konisk spids. Spidsen matcher den undersænkningsvinkel, du har brug for.
Her er et par almindelige slags undersænkningsbits:
Du har også brug for en normal boremaskine eller en borepresse. Dette vil holde undersænkningsværktøjet og få det til at dreje rundt. Til arbejde, der skal være præcist, foreslår jeg altid at bruge en borepresse. Det sikrer, at undersænkningen er i det nøjagtige center. Det gør det også lige op og ned. Dette er meget sværere at gøre med en boremaskine, du holder i hånden. At bruge det rigtige værktøj af god kvalitet er det første skridt til at lave en fantastisk undersænkning.
At lave en undersænkning af høj kvalitet er et simpelt job, hvis du følger de rigtige trin. Jeg har gjort dette mange gange til træbearbejdnings- og metalprojekter. Målet er at lave et rent og præcist konisk rum til dit fastgørelseselement.
Her er den trin-for-trin måde, jeg gør det på:
Hvis du følger disse trin, får du en perfekt undersænkning hver gang. Det er en færdighed, der bruger det rigtige værktøj, den rigtige diameter og en smule øvelse.
Når du arbejder med CNC-bearbejdning, metalpladefremstilling eller sprøjtestøbning, skal du vise dine planer tydeligt på dine tegninger. Hvis du er klar til at uploade dine designs, skal du bruge den rigtige callout til et undersænkningshul. I mit arbejde har jeg fundet ud af, at klare fremstillingscallouts stopper dyre fejl.
Der er et standardbillede til en undersænkning. Det ligner et "V". På en tegning har callout for et undersænkningshul normalt tre vigtige oplysninger:
En normal callout kan se sådan ud: Ø0,25 ⋁ Ø0,50 X 90°. Dette fortæller producenten at lave et pilothul med en diameter på 0,25 tommer. Derefter skal de tilføje en undersænkning, der har en stor diameter på 0,50 tommer og en undersænkningsvinkel på 90°. De fleste CAD-programmer har værktøjer, der gør det nemt at oprette denne callout. Brug af disse CAD-værktøjer hjælper dig med at følge ANSI- og ISO-reglerne. Det sikrer, at din metaldel vil blive lavet med den rigtige tolerance.
Jeg har set mange undersænkningsfejl. De kan ødelægge en del, der ellers var perfekt. At vide om disse almindelige problemer kan spare dig tid, penge og hovedpine. Den mest almindelige fejl, jeg ser, er at bore undersænkningen for dybt. Dette får fastgørelseselementet til at sidde under overfladen. Dette ser dårligt ud, og det gør også forbindelsen svagere. Det fjerner for meget materiale fra omkring fastgørelseshovedet. Brug af et borstop kan hjælpe dig med at få den rigtige dybde hver gang.
En anden almindelig fejl er at bruge et undersænkningsværktøj med den forkerte undersænkningsvinkel til fastgørelseselementet. Et 82° fastgørelseselement i en 90° undersænkning vil ikke give fuld kontakt. Dette vil gøre fastgørelseselementet vakkelvorn, og det kan løsne sig over tid. Brug af en sløv fræser kan også rive materialet i stedet for at skære det. Dette efterlader en ru overflade. Brug altid et skarpt værktøj af god kvalitet. Endelig er det en fejl ikke at bore et pilothul først. Dette gælder især inden for træbearbejdning eller med svage, skøre materialer. Det kan få materialet til at splittes eller revne omkring hullet. At tage sig god tid og holde øje med disse detaljer er de vigtigste bedste fremgangsmåder for ethvert undersænkningsjob.

Undersænkningen er meget nyttig, hvilket betyder, at du vil finde den i mange forskellige industrier. Jeg har set undersænkningshuller i alle slags ting, fra små elektronik til store fabriksmaskiner. Luftfartsindustrien bruger undersænkning meget. Det hjælper med at lave glatte overflader på fly, hvilket er vigtigt for, hvordan de flyver. Hver nitte og fastgørelseselement på ydersiden af et fly er normalt placeret i et undersænkningshul.
I bilindustrien bruges en undersænkning til at få biler til at se godt ud på ydersiden. Det bruges også til vigtige dele inde i motoren. Folk, der laver træbearbejdning og laver møbler, bruger en undersænkning hele tiden. Det hjælper med at skjule skruehoveder og forhindrer træet i at splittes. Du vil også finde en undersænkning i fremstilling af elektronik, metalpladedele og endda i sprøjtestøbningsdesign. Det hjælper med at sætte plastikdele sammen med en fladskrue. Denne simple koniske profil er et godt eksempel på smart maskinteknik. Fordi det bruges så meget, viser det, hvor vigtigt et fastgørelseselement i flugt er for at lave ting i dag.
Efter mange års design og fremstilling af dele har jeg en liste over bedste fremgangsmåder. Jeg følger altid disse trin for at sikre, at jeg får en perfekt undersænkning. For det første skal du altid matche undersænkningsvinklen til dit fastgørelseselement. Du skal gøre dette for at sikre, at forbindelsen er stærk. For det andet skal du altid bore et pilothul, før du undersænker. Dette hjælper med at guide fræseren og stopper materialeskader. For det tredje skal du bruge et skarpt undersænkningsværktøj af god kvalitet. Et sløvt værktøj vil gøre overfladen ru og kan beskadige din del.
For det fjerde skal du være meget opmærksom på diameteren og dybden. Den store diameter af undersænkningen skal være lige stor nok til at passe til fastgørelseshovedet. Prøv det først på et stykke ekstra materiale. Dette hjælper dig med at få dybden lige rigtig, så fastgørelseselementet sidder i flugt. Endelig skal du altid afgrate, efter du har boret. Dette betyder at fjerne alle skarpe kanter. Det vil give dig et rent, ekspertudseende og hjælpe med at stoppe korrosion. At følge disse trin vil sikre, at din undersænkning ikke kun ser godt ud, men også fungerer perfekt. Det vil give dit fastgørelseselement et stærkt og sikkert sted at være.
Lad os til sidst gennemgå de vigtigste ting at huske om undersænkningshullet: