Laissez Istar vous aider à démarrer votre projet avec notre expérience et notre savoir-faire !
Téléchargez vos fichiers de conception et vos exigences de production et nous vous répondrons dans les 30 minutes !













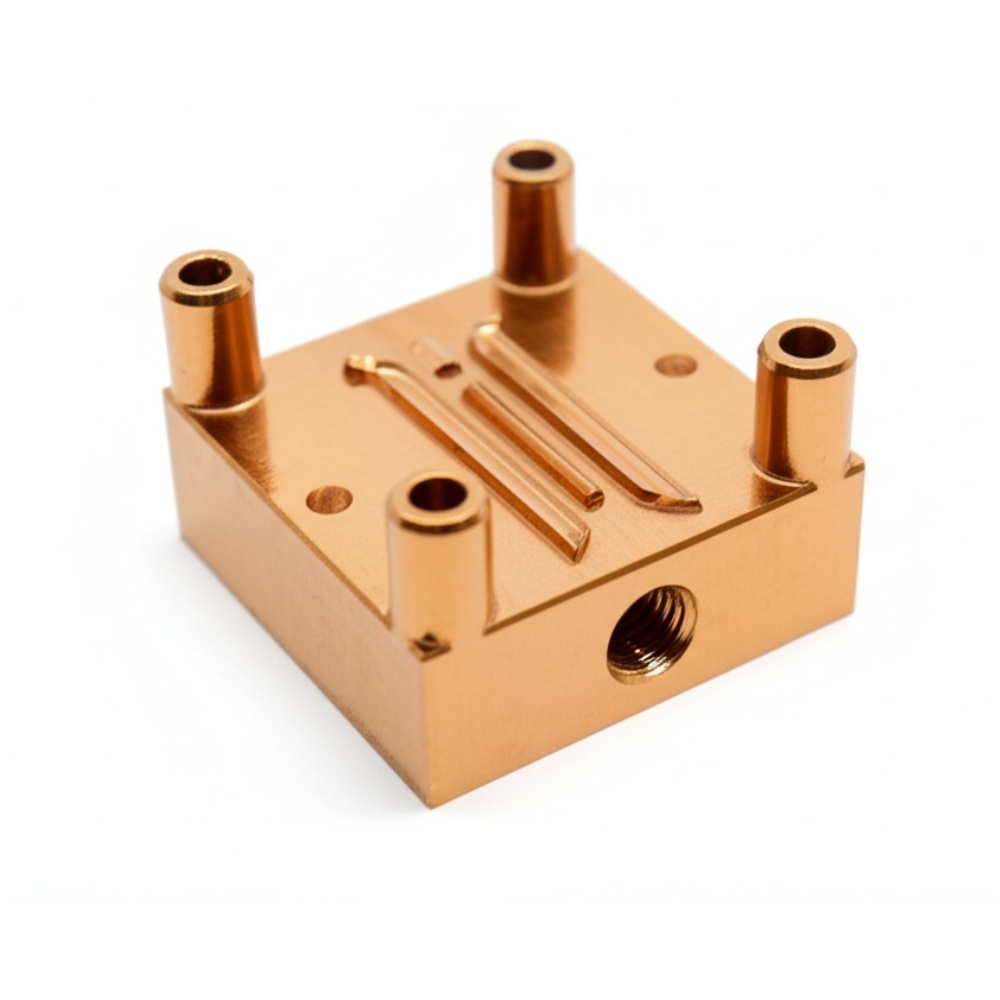



Nous fabriquons des composants de matrices et des engrenages de transmission parfaits qui durent plus longtemps et sont plus performants. Vous souhaitez en savoir plus ? Consultez notre page sur l'usinage CNC automobile.

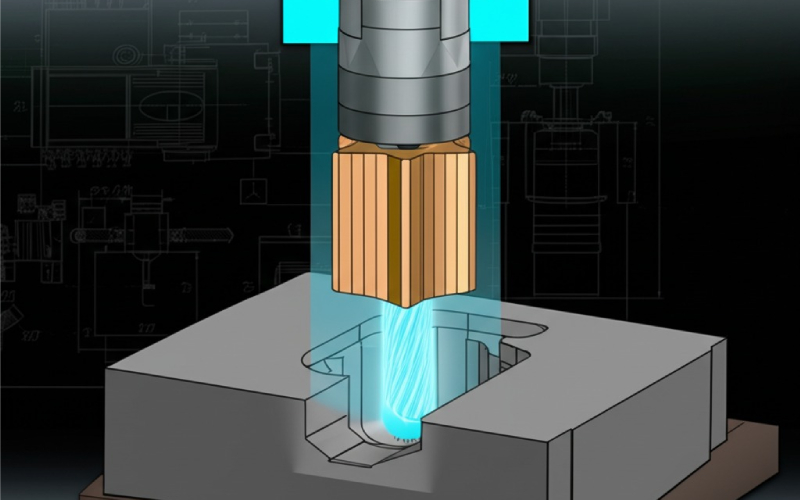
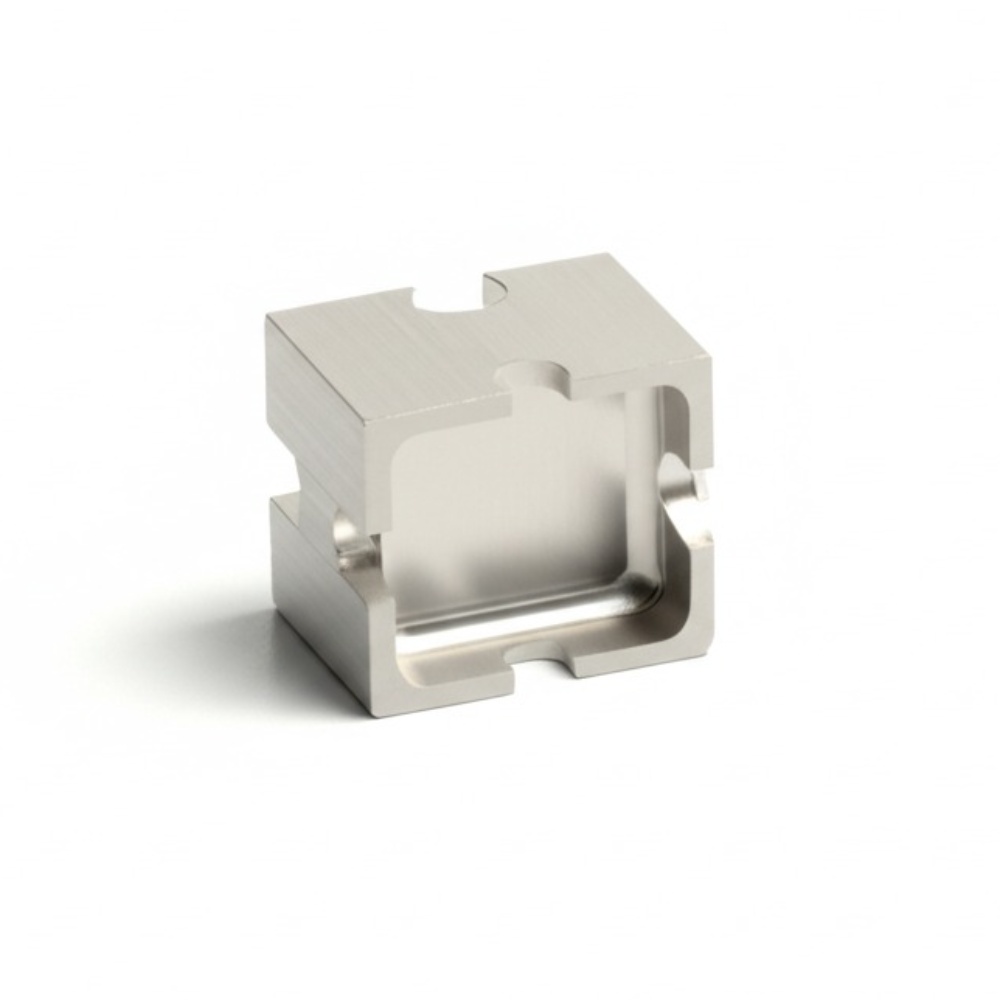
Notre procédé d'électroérosion par enfonçage permet de créer les pièces minuscules et complexes nécessaires aux implants biocompatibles et aux dispositifs microfluidiques. Nous respectons des normes de propreté strictes pour toutes les pièces médicales.

Les buses de carburant et les enveloppes résistantes à la chaleur des moteurs à réaction doivent être parfaites. Nos services d'électroérosion pour l'aérospatiale respectent ou dépassent toutes les normes industrielles.
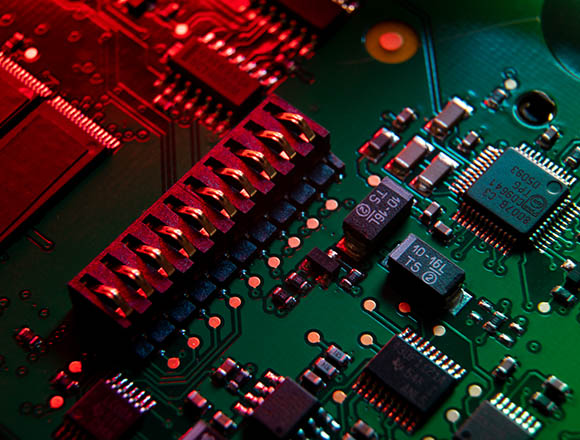
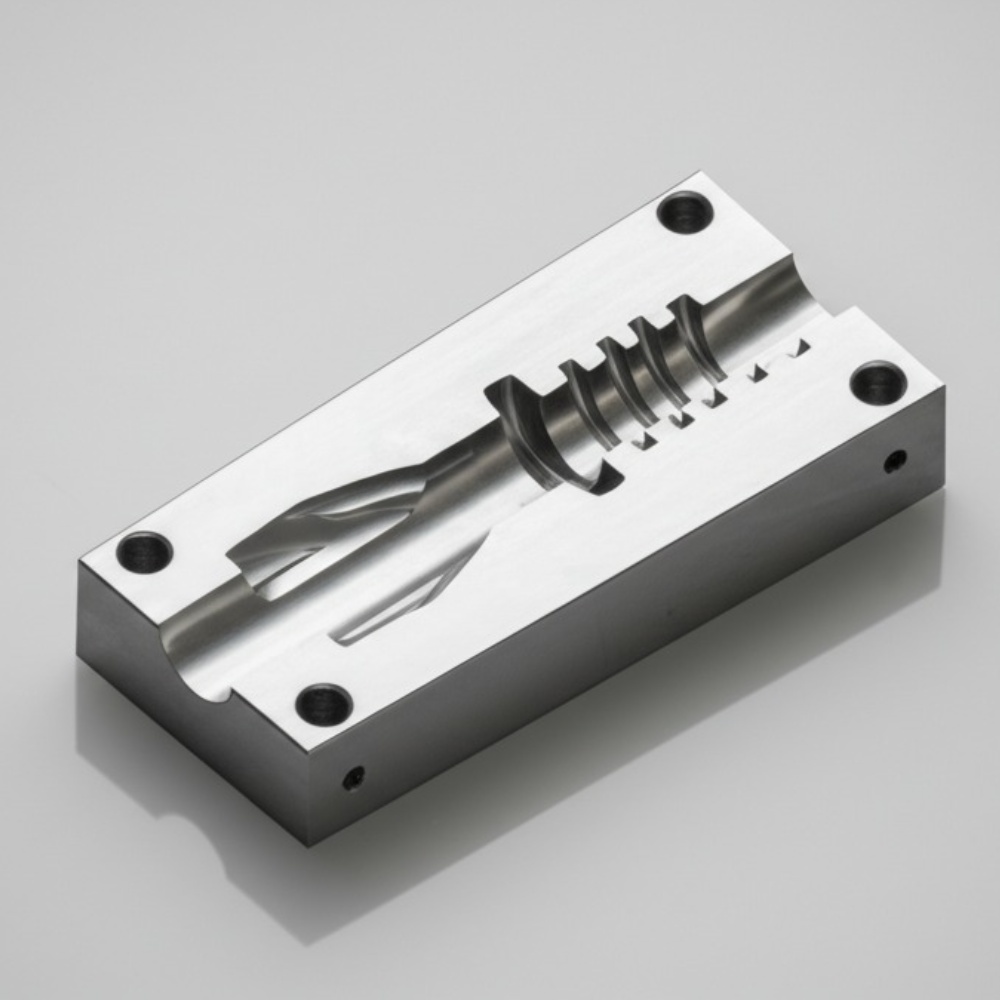
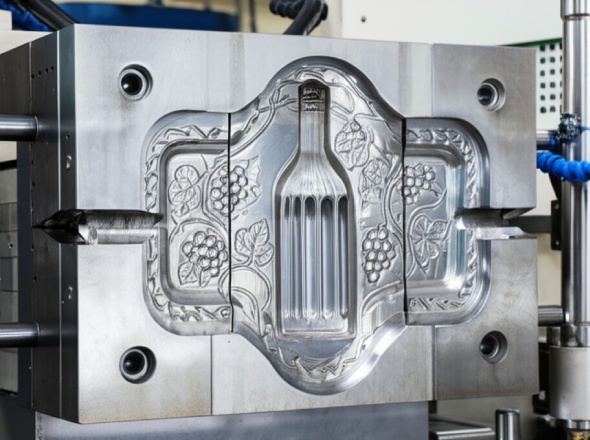
Nous fabriquons des moules d'injection parfaits pour de minuscules connecteurs et boîtiers électroniques. Ces moules créent des pièces constantes pendant des millions de cycles.

Most projects do not need a grand debate here. If the profile is visible, complex, thin-walled, and lives in the

Lorsque vous cherchez "conductivité électrique de l'aluminium", la plupart des articles vous donnent des chiffres, puis passent rapidement à "et ceci".

Si vous avez déjà vu une machine rester inactive pendant que des personnes cherchaient des outils, discutaient de la "bonne" façon de régler les outils, vous avez déjà vu une machine rester inactive.



