Lasciate che Istar vi aiuti a iniziare il vostro progetto con la nostra esperienza e il nostro know-how!
Caricate i file del vostro progetto e i requisiti di produzione e vi risponderemo entro 30 minuti!










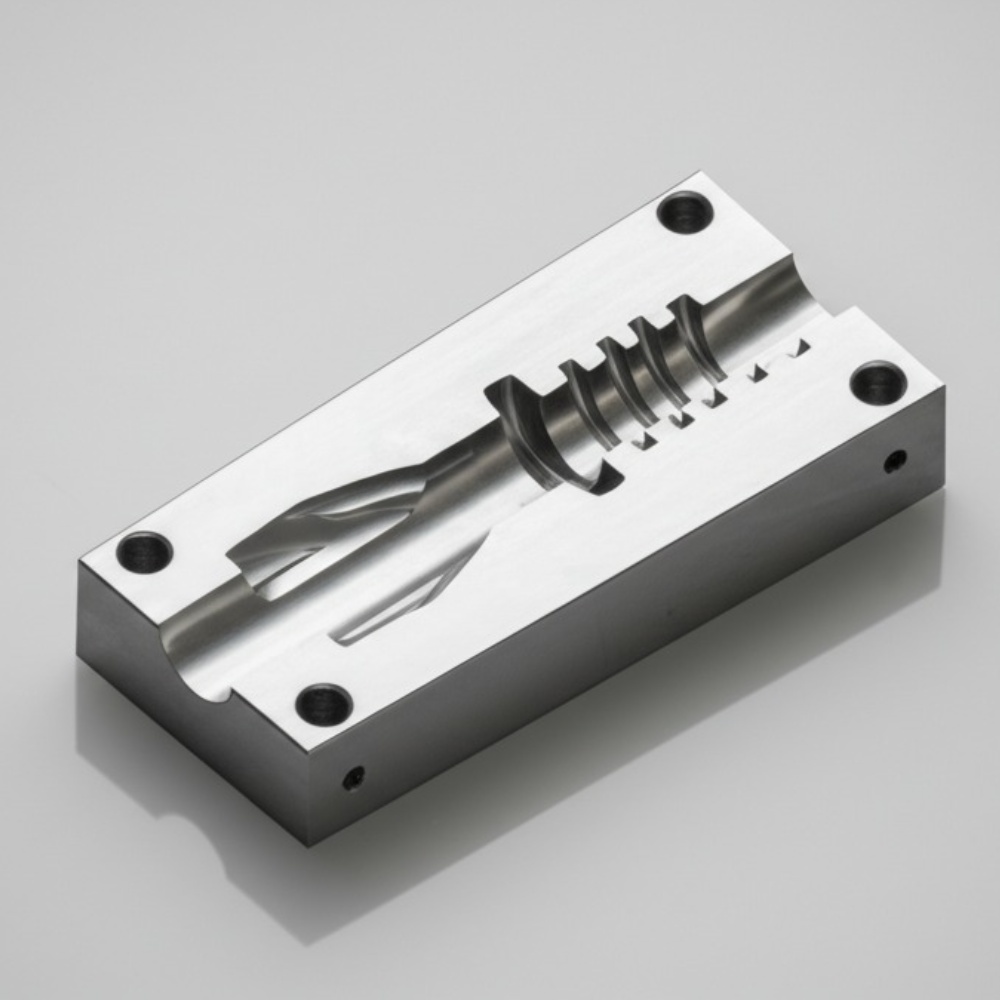



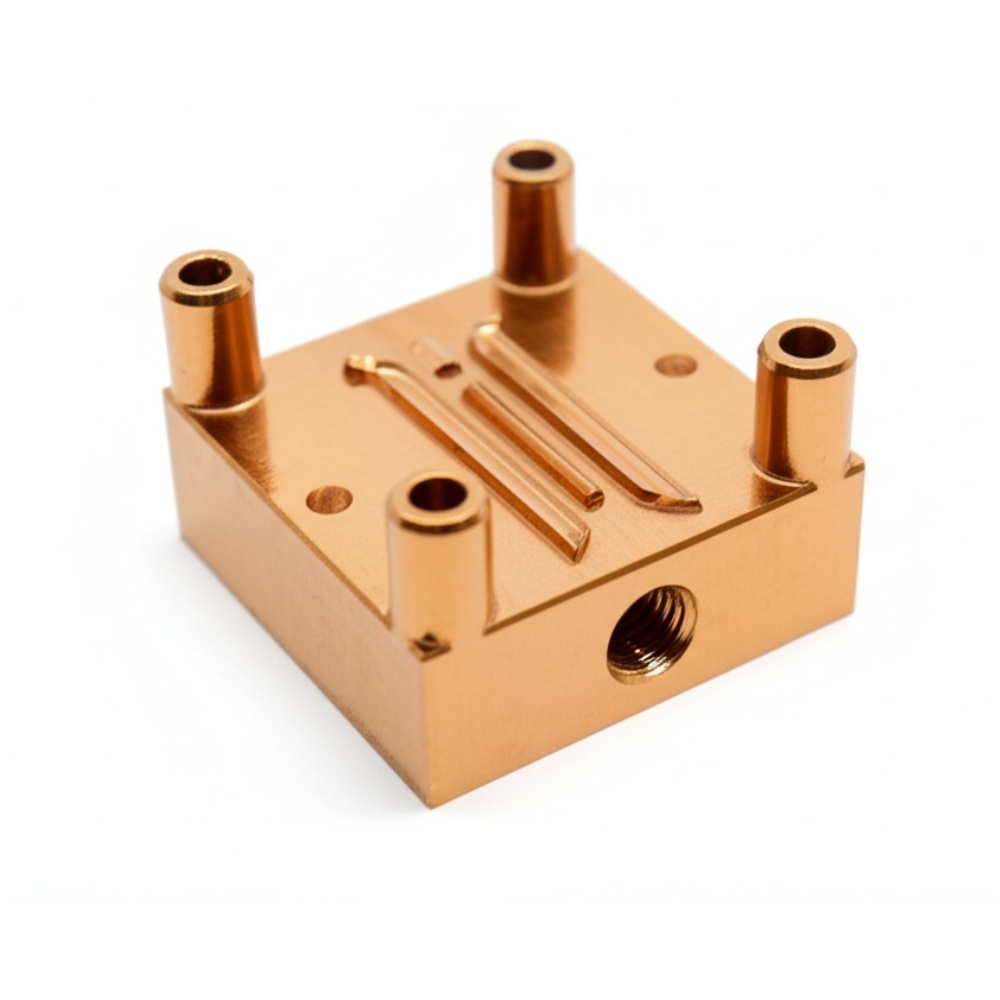



Realizziamo componenti di stampi perfetti e ingranaggi di trasmissione che durano più a lungo e hanno prestazioni migliori. Volete saperne di più? Consultate la nostra pagina dedicata alla lavorazione CNC del settore automobilistico.

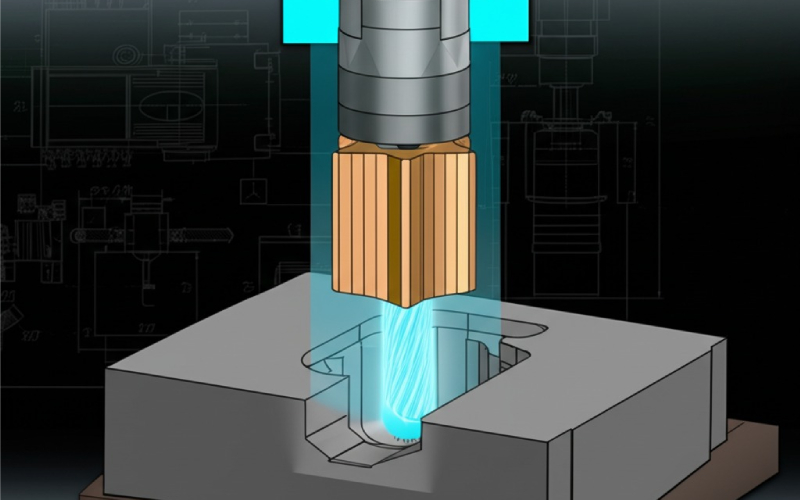
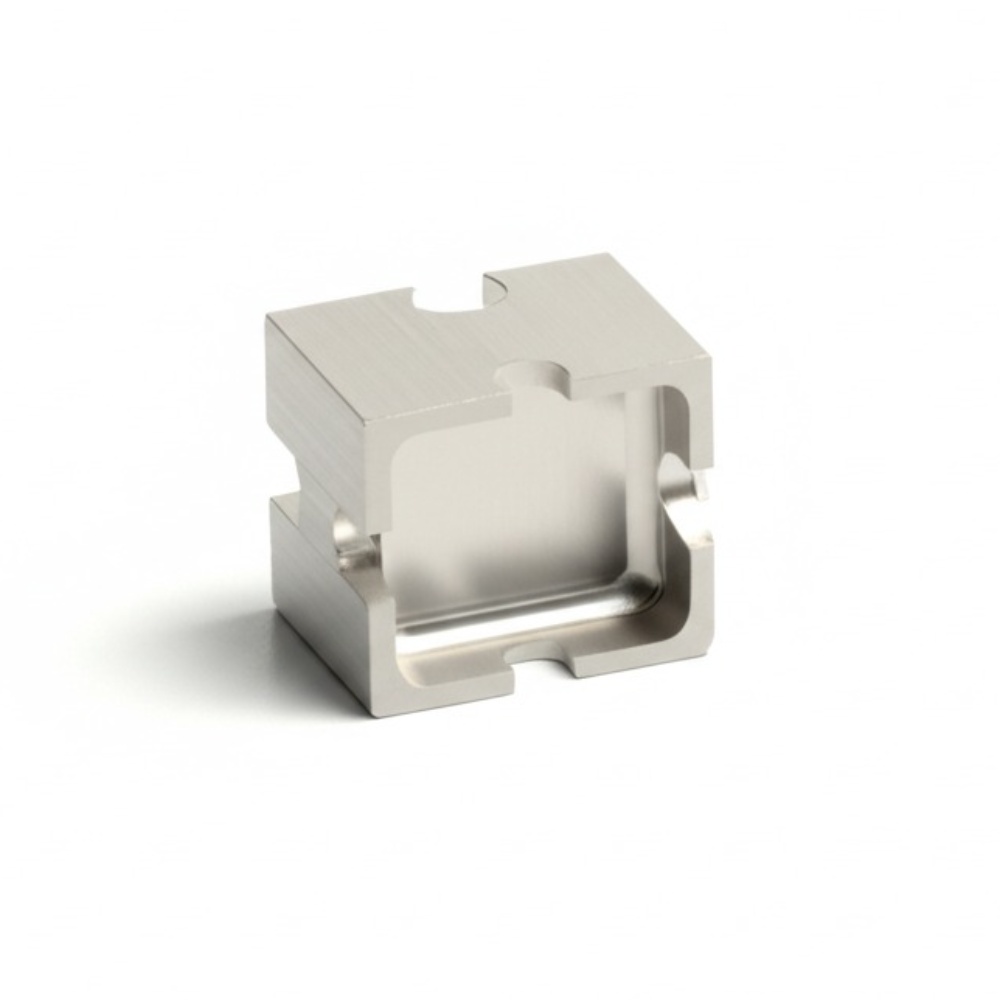
Il nostro processo di elettroerosione a tuffo crea i pezzi piccoli e complessi necessari per gli impianti biocompatibili e i dispositivi microfluidici. Manteniamo rigorosi standard di pulizia per tutti i componenti medicali.

Gli ugelli del carburante e le camicie resistenti al calore per i motori a reazione devono essere perfetti. I nostri servizi di elettroerosione aerospaziale soddisfano o superano tutti gli standard del settore.
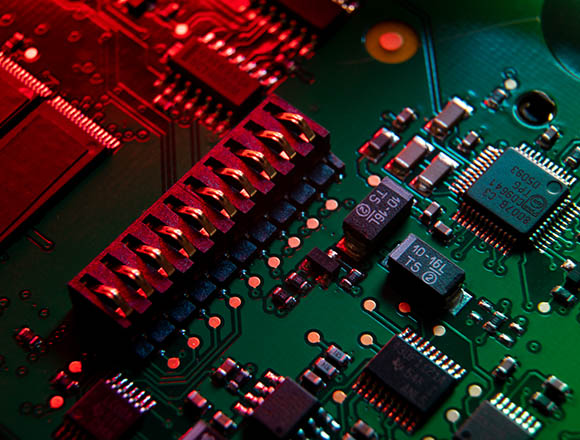
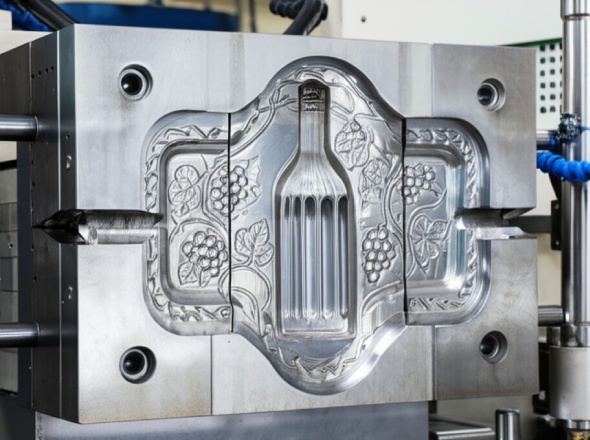
Realizziamo stampi a iniezione perfetti per piccoli connettori e alloggiamenti elettronici. Questi stampi creano pezzi costanti per milioni di cicli.

Most projects do not need a grand debate here. If the profile is visible, complex, thin-walled, and lives in the

Quando si cerca la "conducibilità elettrica dell'alluminio", la maggior parte degli articoli fornisce dei numeri e poi passa rapidamente a "e questo

Se vi è mai capitato di osservare una macchina inattiva mentre le persone cercano gli attrezzi, discutono sul modo "giusto" di impostare la macchina, allora non potete fare a meno di pensare che la vostra macchina sia un'altra.



