Deixe a Istar ajudá-lo a iniciar o seu projeto com a nossa experiência e know-how!
Carregue os seus ficheiros de desenho e requisitos de produção e entraremos em contacto consigo no prazo de 30 minutos!

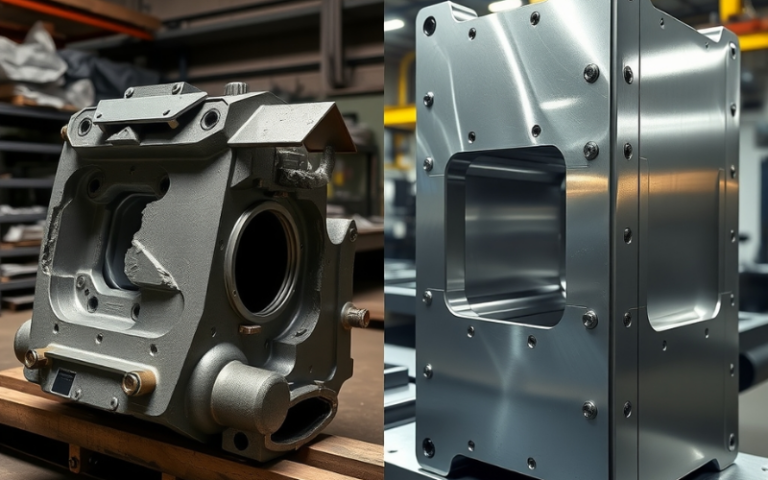
Se trabalhar com peças de aço que vivem em condições desagradáveis - areia, humidade, contacto por deslizamento, pressão - acabará por ter a mesma dor de cabeça: Como é que evito que esta coisa se desgaste ou enferruje sem rebentar com as minhas tolerâncias ou o meu orçamento?
É exatamente esse o problema que um Serviço de acabamento Quench Polish Quench (QPQ) é construído para resolver. O QPQ é uma forma específica de nitrocarbonetação ferrítica em banho de sal seguida de polimento e re-oxidação. Cria uma superfície extremamente dura e resistente à corrosão, quase sem crescimento, e deixa um acabamento preto profundo e de baixa fricção.
Neste guia, vamos para além das habituais balas de marketing. Vamos desvendar o que realmente acontece no banho, onde o QPQ brilha (e onde não brilha) e o que procurar num fornecedor de serviços para que as suas peças não se tornem a "experiência de aprendizagem" de alguém.
Na sua essência, o QPQ não é uma tinta, não é uma camada revestida, nem um simples óxido preto. É um tratamento termoquímico que altera a química da própria superfície do aço através da difusão de azoto (e um pouco de carbono) na mesma, enquanto o aço permanece na fase ferrítica - normalmente em torno de 525-625 °C.
O processo começa com nitrocarbonetação ferrítica em banho de sal (também comercializado com nomes como Tufftride®, Tenifer®, Melonite®, CLIN®, etc.). Num banho fundido de cianato/carbonato alcalino, o sal reage com a superfície do aço para formar uma caixa de duas partes: uma muito dura camada composta (branca) no topo e um mais duro zona de difusão abaixo. Como isto acontece abaixo da temperatura de transformação, as peças vêem distorção mínima em comparação com o endurecimento por cementação a alta temperatura ou a cementação.
O que faz com que QPQ especial é o que acontece após a nitrocarbonetação inicial: um ciclo controlado de arrefecimento, polimento e re-oxidação que cria uma película densa de óxido de ferro (normalmente 2-4 μm) sobre a camada de nitreto. Este óxido fino é uma parte importante da impressionante resistência à corrosão do acabamento e do aspeto preto acetinado da marca registada.

Quando envia peças para um serviço de acabamento QPQ, não está apenas a pagar por "tempo num tanque". Está a pagar por controlo do processo, limpeza e repetibilidade. Eis como um bom serviço gere normalmente um trabalho, sem o brilho do marketing.
Primeiro vem preparação da superfície. As peças são desengorduradas, muitas vezes limpas por ultra-sons e, por vezes, pré-decapadas ou pré-polidas. Qualquer óleo residual, incrustações ou contaminação pode interferir com a absorção de nitrogénio ou causar manchas de óxido. Para peças complexas, a fixação inteligente é metade da batalha: são escolhidas disposições de suspensão para que os sais drenem corretamente e os orifícios cegos não retenham gás.
Em seguida, o fase de nitrocarbonetação começa. As peças são pré-aquecidas e depois imersas no banho fundido à base de cianato. A cerca de 540-580 °C (para sistemas CLIN/Melonite comuns), o azoto e o carbono difundem-se na superfície. Os tempos de tratamento de 30-210 minutos são típicos, ajustados para atingir uma espessura de camada de composto e uma profundidade de caixa alvo para o seu aço e aplicação.
Após a primeira têmpera/arrefecimento, as peças passam por polimento mecânico. Isto pode ser um acabamento vibratório, retificação sem centros, lapidação ou uma combinação. O objetivo não é remover a camada de composto; é reduzir a rugosidade, remover a porosidade solta e atingir um Ra especificado - muitas vezes na faixa dos ~0,4 μm (16 μin) ou melhor para superfícies de vedação.
A segunda "extinção" é pós-oxidação. As peças polidas são reimersas num banho oxidante a baixa temperatura. Uma densa película de óxido de ferro cresce sobre o nitreto, restaurando qualquer óxido removido durante o polimento e selando a superfície. Finalmente, as peças são enxaguadas, por vezes sujeitas a um passo de passivação à base de água, e quase sempre imersos em óleo ou selados para maximizar o desempenho da corrosão e dar aquele brilho suave e negro profundo.
Num serviço de QPQ topo de gama, a última etapa (e muitas vezes invisível) é controlo de qualidadeO sistema de controlo de qualidade da caixa é composto por três componentes: microdureza para confirmar a profundidade e a dureza da caixa, verificações metalográficas da camada de composto e testes periódicos de imersão ou de pulverização salina de acordo com normas como a ASTM B117 / DIN 50021 para acompanhar o desempenho da corrosão ao longo do tempo.
Para decidir se deve utilizar um serviço de acabamento QPQ, precisa de contexto: como é que se compara com outras opções comuns como o óxido preto, o crómio duro ou a nitruração convencional?
Ao nível microestrutural, o QPQ está a fazer mais do que apenas colorir a superfície. A combinação de pilha de nitretos + óxidos oferece um revestimento exterior resistente apoiado por uma zona de difusão compressiva e endurecida. Esta combinação explica o facto de os aços tratados com QPQ apresentarem frequentemente uma vida útil ao desgaste e um desempenho em termos de pulverização de sal significativamente mais elevado do que os aços não tratados, o óxido preto simples e mesmo algumas camadas galvanizadas de espessura semelhante.
Eis uma comparação simplificada (os valores são intervalos típicos, não garantias - os resultados reais dependem muito da liga e do processo exato):
| Acabamento / Processo | Dureza da superfície (aprox.) | Resistência à corrosão* | Alteração dimensional | Aspeto típico | Onde brilha |
|---|---|---|---|---|---|
| QPQ (banho de sal FNC + óxido) | ~800-1500 HV (≈60-70 HRC) | Elevado - desempenho de pulverização salina frequentemente melhor do que o cromo duro e alguns tipos de aço inoxidável em ensaios controlados | Muito baixo (dezenas de μm); frequentemente "crescimento zero" para tolerâncias práticas ([ruixing-mfg.com][10]) | Acetinado uniforme a preto mate | Peças ferrosas de precisão que necessitam de resistência ao desgaste e à corrosão |
| Cromagem dura | ~800-1000 HV | Médio - excelente desgaste, mas as redes de fissuras limitam o desempenho da corrosão | Moderado; espessura geralmente de 10-25 μm ou mais | Prateado brilhante, pode lascar ou descamar em caso de esforço excessivo | Superfície de desgaste do legado, veios, hastes hidráulicas, se os regulamentos o permitirem |
| Óxido preto | Dureza do aço próxima da base (conversão muito fina) | Baixo-médio - normalmente necessita de óleo ou cera para resistir à ferrugem | Negligenciável; película ~1 μm | Preto mate, toque "aderente" | Peças cosméticas de baixo custo ou peças de interior de baixo risco |
| Nitretação a gás / plasma (sem óxido) | Até ~1000-1200 HV | Médio - melhor do que o não tratado, mas geralmente inferior ao QPQ, a menos que seja combinado com um acabamento | Muito baixo; semelhante ao QPQ | Cinzento a metálico opaco | Casos de elevada dureza em que o acabamento preto não é necessário |
| Aço inoxidável (sem tratamento) | Depende do grau; frequentemente 150-300 HV | Boa resistência geral à corrosão, mas pode furar em cloretos; resistência ao desgaste limitada | Material de base | Prata metálica | Ambientes químicos/alimentares, desgaste moderado |
*A comparação da resistência à corrosão baseia-se em testes de imersão e de pulverização de sal neutro ou acético referenciados na literatura sobre nitrocarbonetação e nos dados do fabricante.
A grande conclusão: O QPQ é invulgarmente equilibrado. Obtém-se uma resistência ao desgaste semelhante ao crómio duro, uma resistência à corrosão que pode rivalizar ou exceder o aço inoxidável em alguns ambientes, uma distorção quase nula e um acabamento cosmético numa única sequência integrada.

Nem todos os "QPQ" são criados da mesma forma. A química subjacente é bem compreendida, mas a pormenores de manutenção, limpeza, fixação e controlo de qualidade dos banhos é quando uma loja se torna um parceiro de confiança ou uma fonte de surpresas dispendiosas.
Um prestador de serviços sólido deve ser transparente quanto aos janela de processo estão a funcionar: controlo químico do banho, gama de temperaturas, tempos de tratamento típicos para o seu material e a frequência com que analisam e actualizam os sais. Uma vez que os banhos de cianato se convertem parcialmente em carbonato durante as execuções, a reativação regular é essencial para manter a atividade do azoto elevada e evitar casos moles ou inconsistentes.
Os limites de capacidade também são importantes: tamanho máximo da peça, peso e se podem lidar com veios longos e finos sem distorção excessiva ou danos de manuseamento. Algumas instalações podem processar peças com mais de um metro de diâmetro e vários metros de comprimento de uma só vez, enquanto outras são melhores para componentes de precisão mais pequenos.
Por último, ver com atenção práticas ambientais e de segurança. Os banhos de sal, especialmente as formulações mais antigas, não são a tecnologia mais amiga do ambiente e requerem controlos rigorosos de manuseamento, ventilação e tratamento de resíduos. As boas lojas serão francas em relação aos seus procedimentos de segurança, licenças e à forma como gerem os sais usados e as águas de enxaguamento.
Do ponto de vista de um engenheiro de conceção ou de fabrico, o QPQ funciona melhor quando conceção para o processo desde o primeiro dia, em vez de "comprar para terminar" no final de um projeto.
Tente manter uma espessura de parede consistente e evite cantos internos afiados onde se concentram os gradientes de tensão e de profundidade da caixa. Por baixo da camada de composto, a zona de difusão rica em azoto introduz tensões residuais de compressão, o que é ótimo para a fadiga, mas as mudanças bruscas de secção podem tornar-se pontos quentes de fadiga.
Pensar atempadamente na máscara e nas cadeias de tolerância. Uma vez que o processo acrescenta tão pouca espessura, o QPQ pode muitas vezes ser o passo final após a maquinagem e o tratamento térmico, mas superfícies roscadas ou de precisão podem necessitar de instruções específicas: mascará-los, terminar a máquina após o tratamento ou ter em conta o pequeno, mas não nulo, crescimento de casos na sua pilha de tolerância.
Também vale a pena planear inspeção e ensaio antecipadamente com o seu fornecedor de serviços. Chegue a acordo sobre as caraterísticas que são críticas - profundidade da caixa, dureza, Ra, aspeto, horas de corrosão - e inclua-as nas suas notas de impressão ou especificações de compra. Desta forma, quando os lotes começarem a fluir, não estão a discutir sobre o que é "bom"; estão ambos a seguir as mesmas métricas e métodos de teste acordados.
Por último, seja realista relativamente ao ambiente. O QPQ pode produzir uma resistência à corrosão medida em centenas de horas de desempenho de pulverização de sal, por vezes várias vezes melhor do que o cromo duro ou mesmo alguns aços inoxidáveis - mas nada é indestrutível. O desgaste abrasivo constante da água do mar ou de produtos químicos fortes acabará por corroer qualquer sistema de superfície e, por vezes, faz sentido utilizar revestimentos, tintas ou estratégias de selagem adicionais para além do QPQ.
Um serviço de acabamento quench polish quench é mais do que um simples tratamento cosmético preto - é um serviço cuidadosamente afinado sistema de engenharia de superfície que combina o endurecimento por difusão, o polimento controlado e a oxidação química para criar uma pele pequena mas poderosa nas suas peças. Quando é combinado corretamente com o seu aço, geometria e ambiente, o QPQ pode aumentar drasticamente a vida útil dos componentes, mantendo tolerâncias apertadas e dando uma aparência profissional.
Se está a considerar a QPQ, a forma mais "humana" e eficaz de a abordar é simples:
Se o fizer, o QPQ deixa de ser apenas mais um item de linha numa cotação - torna-se uma alavanca deliberada que pode ser utilizada para tornar os seus produtos duram mais tempo, têm melhor aspeto e provocam menos chamadas de emergência a altas horas da noite.