Tecrübemiz ve bilgi birikimimizle Istar'ın projenize başlamanıza yardımcı olmasına izin verin!
Tasarım dosyalarınızı ve üretim gereksinimlerinizi yükleyin ve 30 dakika içinde size geri dönelim!

Small details can make a huge difference. One of the most important small details is the fillet. A fillet is a rounded inner corner on a part. Many designers, especially those new to manufacturing, overlook them. This is a big mistake. This article will show you when and why you need to use fillets. Learning this will save you time, money, and make your parts stronger and easier to produce.
Let’s start with the basics. A fillet is simply a rounded corner on the inside of a part. Imagine where two walls meet inside a box. Instead of a sharp 90-degree corner, a fillet creates a smooth, curved surface. You might think this is a tiny detail, but it’s one of the most important design features you can add. It makes your part stronger and, in many cases, possible to make with certain tools.
You might be asking, “Do I really need them all the time?” The short answer is: often, yes. You especially need fillets when a part will be under any kind of load or force. You also need them when the part will be made using a CNC machine. Sharp internal corners are weak points. Think of a piece of paper. It’s easy to tear it if you first make a tiny cut. A sharp corner in a part acts like that tiny cut, giving stress a place to build up.
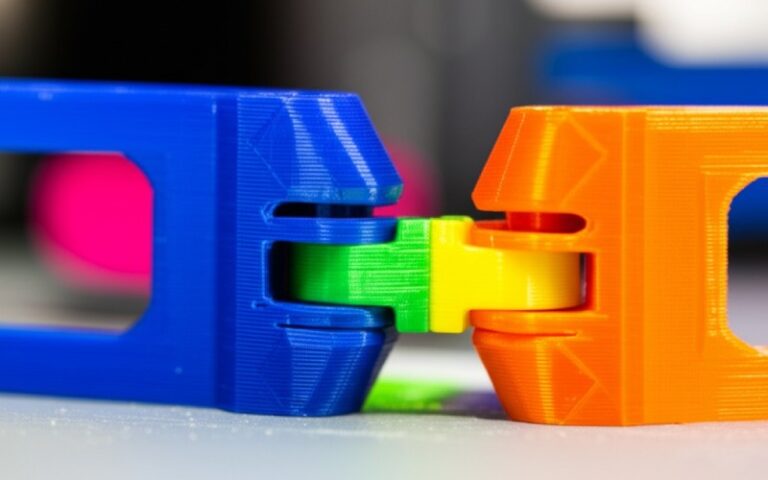
With 3D printing, you have the freedom to utilize intricate and unusual geometries. You can make sharp corners with no problem. But when you move away from 3D printing towards another process like CNC işleme, you have to start planning for the limitations of that process early. In CNC machining, you often can’t make sharp corners. Even if you can, the part will be much weaker. So, adding a fillet is a key step to make your part manufacturable and reliable.

Sharp corners are a big problem because of something called stress concentrations. When force is applied to a part, the stress flows through it like water in a river. A sharp, 90-degree internal corner is like a big, sharp rock in that river. The flow of stress crashes into it and builds up intensely in that one tiny spot. This high concentration of stress can cause the part to crack and fail, even under normal use.
A fillet solves this problem by smoothing out the path for the stress. Instead of a sharp rock, a fillet is like a gentle, curving riverbank. The stress can flow around the curve smoothly without building up in one spot. This is the core of reducing stress concentrations. By adding a simple fillet, you distribute the stress over a larger area. This makes the entire feature much stronger. Features with a good fillet are much less fragile than their square counterparts.
Yes, absolutely. For CNC machining, internal fillets are required. Think about how a CNC machine works. It uses a spinning cutting tool, like an endmill, to remove material. These tools are round. Because the tool is round, it can’t create a perfectly square corner inside a pocket. When the round tool gets to a corner, it naturally leaves behind a rounded edge, which is a fillet.
If you design a part with a sharp internal corner and send it for CNC machining, the machinist can’t make it as designed. The best they can do is use the smallest possible tool to make the corner radius as small as possible. Trying to make an unnecessarily small fillet is a bad idea. It will force the machinist to use a tiny, fragile tool. This will make the machine run much slower and will increase the cost. It can even make the feature impossible to produce. For fillets on a CNC machine, bigger is often better and cheaper.
Forgetting to add a fillet can cause several problems. First, as we talked about, your part will have stress concentrations, making it weak. It could fail unexpectedly. This is a huge safety and reliability risk, especially when parts are used by customers. Second, if the part is for CNC machining, it might be impossible to make. You’ll get an email from the shop saying your design needs to be changed. This is a common piece of DFM feedback. It wastes time and delays your project.
Imagine you design a part assuming a tool can make a sharp corner. The shop might have to use a special process, like Electrical Discharge Machining (EDM), to create it. This is very expensive and slow. In most cases, a simple fillet would have worked just as well for a fraction of the cost. Not adding that one little fillet on the edge of a part cost us a week of delays and hundreds of dollars in extra machine time. It’s a lesson you only want to learn once.
Choosing the right fillet radius is a balance. A larger radius is almost always better for strength and for making the part. A bigger radius distributes stress more widely and allows the machinist to use a larger, stronger cutting tool. A bigger tool can remove material faster, which makes your part cheaper. A good rule of thumb is to make your fillet radius slightly larger than the radius of the cutting tool that will be used.
For example, if the machinist plans to use a 6mm diameter endmill, its radius is 3mm. You should design your fillet with a radius of 3.1mm or more. This gives the tool a little bit of room. The smallest fillet size you can create is 0.4mm, as standard tools rarely go below 0.8mm in diameter. Trying to go smaller adds a lot of cost and risk. Unless you have a very specific reason for a tiny fillet, always go for a generous radius. It will make the part add programming and machine time if the radius is too small.
The depth of a pocket or a feature is very important when thinking about your fillet. The deeper you need to cut, the longer the cutting tool has to be. A long, thin tool is much less stable than a short, thick one. It can bend or chatter, which leads to a poor surface finish and an inaccurate part. To use a stronger, shorter tool, you need a larger fillet.
Here’s why: There is a limit to the obtainable length of a tool for a given diameter. A common ratio is that a tool’s cutting length should be no more than 3 to 5 times its diameter. So, if you have a deep pocket, you must design a large enough fillet to allow for a thick enough tool. For example, making a deep pocket into a plastic is much easier to cut than in steel, so the material also plays a role. You must consider the depth of cut. If your depth of cut is 30mm, you’ll need a tool that can reach that deep. This means a larger diameter tool and therefore a larger fillet radius on the floor of the pocket.

Yes, a fillet can greatly improve the aesthetics of a part. A part with smooth, rounded edges often looks more professional and finished than one with sharp corners. Filleting the edges gives the part the appearance that its faces blend seamlessly together. This can make a big difference in how a customer perceives the quality of a product. If you give your part the appearance of being soft and smooth, it can feel more friendly and approachable.
Think about consumer electronics. Products from companies like Apple often utilize intricate and unusual geometries, but they almost always feature a soft fillet on every edge. This is not just for strength. It’s a design choice that makes the product feel good in your hand. In one project, the industrial designer decided to take the opposite route and use sharp edges, but we later added a tiny fillet everywhere. The final part felt much more premium. So, you can use a fillet to part or add strength, and also to improve the look and feel. The fillet use is very versatile.
To wrap this up, the final section explores three cases where you should always use a fillet. I call these the non-negotiable fillet situations. The first is for any inside corner on a part made with CNC machining. We’ve covered this a lot. Cutting a square corner between two vertical walls is impossible with a standard rotating tool. You must include fillets when a vertical wall meets another wall or the floor of a pocket. This is rule number one for CNC.
The second case is for strength. You need to add a fillet to any internal corner that will experience stress. This is key for parts that bear loads, like brackets, mounts, or enclosures. Using a fillet for reducing stress concentrations is not optional here; it is essential for the part to survive. I would even add a fillet on a rib or a boss feature. Boss features can be used to add strength to features, and fillets on the edges of these areas make them even stronger. A sharp corner on a structural feature is a failure waiting to happen. The final case is when a vertical edge where two vertical walls meet is also an area that also need fillets. Specifically, when two walls meet at an angle that is sharp, you should add a fillet. For example, where an edge meets with an angled surface, a fillet can help. Even if that angle less than 180° requires a special tool path, the fillet makes it cleaner to machine. This is the third of the three cases in which fillets are critical.