Let Istar help you get started on your project with our experience and know-how!
Upload your design files and production requirements and we will get back to you within 30 minutes!

I want to tell you about a really cool way to cut metal. It’s called electrical discharge machining, or EDM for short. It is a special way of doing things that uses strong electrical discharges to give metal its shape. You can picture tiny lightning bolts carving a piece of steel. It is kind of like that! This article will explain how this amazing machine works. You will learn about the different kinds of EDM and why it is so helpful. If you have ever wondered how people make metal parts with really tricky shapes, this article is for you.
I remember the first time I saw an electrical discharge machining machine working. It was so neat! Electrical discharge machining is a way to cut and shape metals. It does this by using electrical discharges. People also sometimes call it spark machining. You can think of it like a tiny lightning storm that is under control. These little sparks, which are called electrical discharges, happen again and again, very quickly. Each spark takes away a tiny bit of metal. After a while, all of these sparks put together make the shape you want.
This machining process is not like normal cutting. Conventional machining uses a sharp tool to slice away metal. With electrical discharge machining, there is no cutting tool that makes contact with the metal. Instead, the machine uses something called an electrode. An electric spark jumps from the electrode to the metal part. The metal part is called the work piece. This spark is very hot. It melts a tiny piece of the metal. This machining process is wonderful for making shapes that have a lot of detail. It is also good for cutting metals that are very hard. A normal cutting tool might break if it tried to cut these hard metals. But with electrical discharge machining, how hard the metal is does not matter.
I have spent a lot of time working with many kinds of machines. The EDM process is one of the most interesting ones to me. The entire machining process takes place in a special liquid. This liquid is called a dielectric fluid. This fluid helps to control the electrical discharges. The machine has two parts that are very important: the electrode and the workpiece. The electrode is made into the shape you want to create. The workpiece is the piece of metal you are cutting.
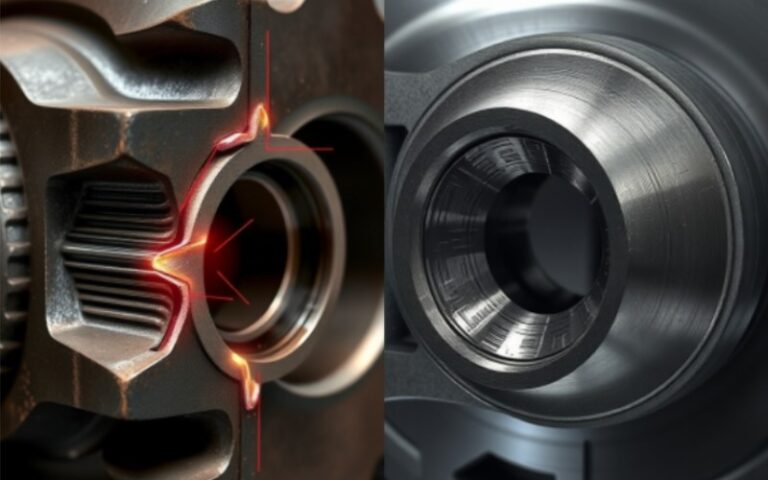
The machine moves the electrode very close to the workpiece. But, the two parts never touch each other. Then, the machine sends a strong electrical charge between them. This action creates a lot of electrical discharges. These tiny sparks are very, very hot. They can get as hot as 12,000 degrees Celsius! Each one of these electrical discharges melts a tiny bit of the metal. It also turns a tiny bit of the metal into vapor. The dielectric fluid then comes and washes away the metal that was melted. The EDM process does this thousands of times every second to make the final shape. This machining method of using electrical discharges is what makes electrical discharge machining so accurate.

Over the years, I have seen that different jobs need different tools. The same idea is true for electrical discharge machining. There are a few different types of electrical discharge machining. The most common ones are Wire EDM, Sinker EDM, and Hole Drilling EDM. Each type of EDM is good for certain kinds of jobs.
Here is a simple table to show the main three types of EDM:
| Type of EDM | What it Does | Best For |
|---|---|---|
| Wire EDM | It uses a thin wire to cut through a piece of metal. | It is best for making very exact 2D shapes and for cutting through thick plates of metal. |
| Sinker EDM | It uses an electrode with a shape to make a hollow space in metal. | It is best for making detailed 3D shapes and molds. |
| Hole Drilling EDM | It uses an electrode shaped like a tube to drill small, deep holes. | It is best for making tiny holes that are hard to make with regular drills. |
Each of these ways uses the power of electrical discharges to do its job. The choice of which machining method to use is based on the final part you want to make. For example, if I needed to make a mold with a detailed shape for a plastic part, I would use EDM. I would pick sinker EDM for that job.
Just like there are different types of electrical discharge machining, there are also different kinds of EDM machines. Each machine is built to do a certain kind of job.
In my own experience, people decide to use EDM when other ways just will not work. You would want to use EDM for a few good reasons. First, it can cut metals that are very hard. You can think about metals like titanium or steel that has been hardened. These are very tough to cut with traditional machining processes. But with electrical discharge machining, how hard the metal is does not make a difference. As long as the metal can let electricity pass through it, a machine can cut it.
Another big reason to use EDM is for shapes with a lot of detail. EDM can create parts with very fine details. These parts would be very hard or not possible to make with conventional machining. For instance, making sharp corners on the inside of a part is very hard with a regular milling machine. But a wire EDM machine can do it with no problem. Also, the tool never touches the part during the edm process. This means there is no pushing on the metal. This is very important for making thin, easy-to-break parts that might bend or snap with traditional machining. The manufacturing process is also very exact.
I have worked in shops that have both traditional machines and EDM machines. So, I have seen the good things about EDM with my own eyes. The advantages of EDM are easy to see for some jobs.
Here are some of the main good things:
These good things make electrical discharge machining a very useful tool for making things today. This machining technique lets people make parts in new ways. It is a very important part of making parts that are very exact.
Of course, no machining process is the right choice for every single job. I am a big fan of electrical discharge machining, but it does have some bad things about it. One of the main disadvantages of using EDM is the machining time. It can be a slow process when you look at it next to conventional machining methods. Taking away a lot of metal with electrical discharges takes a good amount of time.
Another thing to keep in mind is that the process is limited to conductive materials. This means it only works with materials that let electricity pass through. Electrical discharge machining only works on materials that can do this. So, you cannot use it on materials like plastic or ceramics. The machining that uses thermal energy also has some things it can’t do well. Also, the electrodes that are used in sinker EDM can wear out over time. This makes the machining process cost more money and take more time. Because the machining process can be tricky, it is very important to have a skilled person running the machine.
One of the best things about electrical discharge machining is the many different kinds of metals it can work on. As I have said before, the main rule is that the material must be good at letting electricity pass through it. So, all of the things that are machined by EDM are metals.
Some common metals that an EDM machine works with are:
The fact that it can cut very hard metals is a very big help. Many times, a part is made hard after it has been cut with traditional machining processes. This can sometimes cause the part to bend or change its shape. With electrical discharge machining, you can make the metal hard first and then cut it. This gives you a final part that is more exact.

I have seen parts that were made with electrical discharge machining in so many different kinds of products. It is a very important machining process used in many types of businesses. For example, the medical industry uses EDM very often. They use EDM to create implant devices. These are parts that go inside the body, like knee and hip replacements. These parts need to be very exact. They also need to have a smooth finish. This makes them perfect for an EDM machine.
The businesses that make airplanes and spacecraft also use electrical discharge machining a lot. They use EDM to make parts for jet engines. An example is turbine blades that have tiny holes for cooling. The businesses that make things also use electrical discharge machining. They use EDM to produce plastic die molds. Just think about all the plastic things you use every single day. Many of the molds that were used to make them were probably made with electrical discharge machining. There are very wide uses for EDM.
Yes, it is. When I first got started in this line of work, we mostly used what we now call traditional machining. That means using cutting tools to take away metal. Electrical discharge machining is thought of as a non-traditional machining process. The reason for this is that it does not use a normal cutting tool. Instead, it uses electrical energy as electrical discharges to take away metal.
Other ways of non-traditional machining are things like laser cutting and waterjet cutting. These ways were created to solve problems that conventional machining could not do. For example, they can cut very hard materials or make shapes with a lot of detail. Electrical discharge machining was one of the very first of these new ways, and it is still one of the most important. It is a great example of how we can use science to find new and better ways to make things. If you want to learn more about electrical discharge, this is a great place to start. The machining process means the talent of the person running the machine is key. No machining marks are left behind unless the EDM is carried out too quickly.