Let Istar help you get started on your project with our experience and know-how!
Upload your design files and production requirements and we will get back to you within 30 minutes!













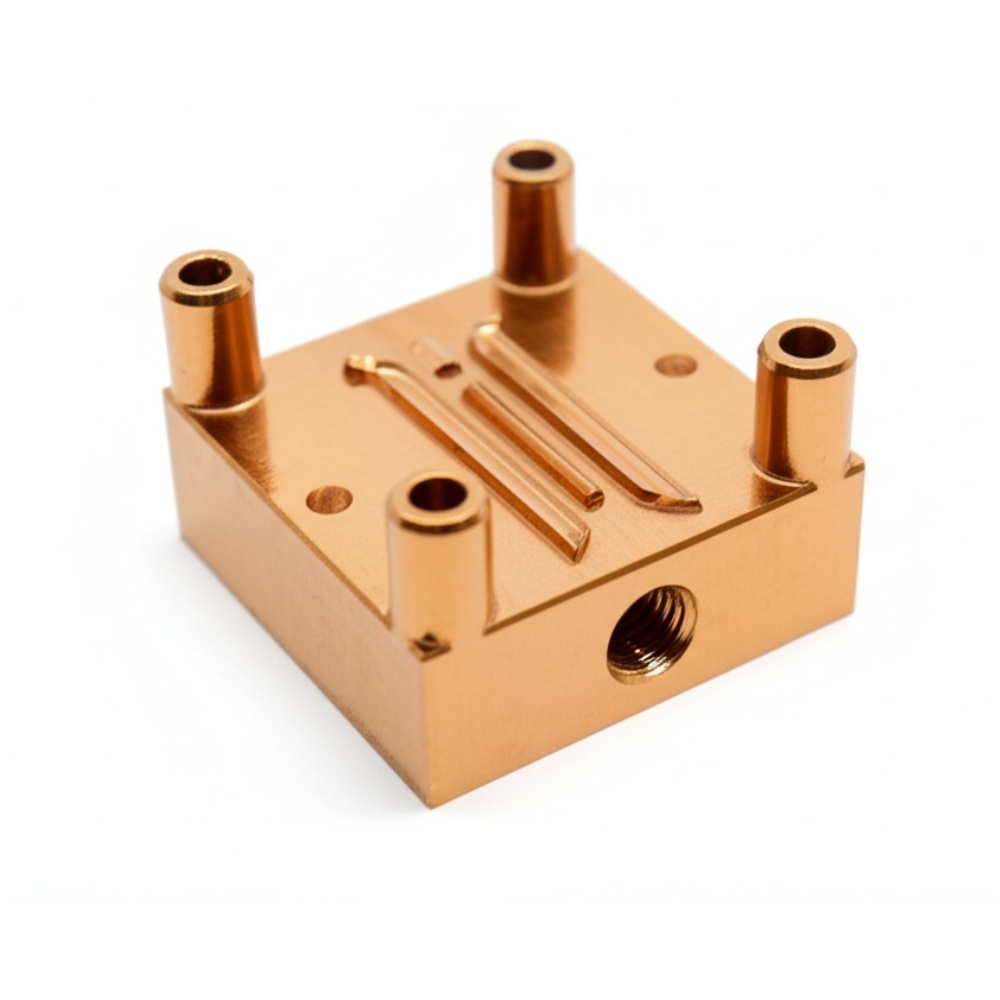



We make perfect die components and transmission gears that last longer and perform better. Want to learn more? Check out our automotive CNC machining page.

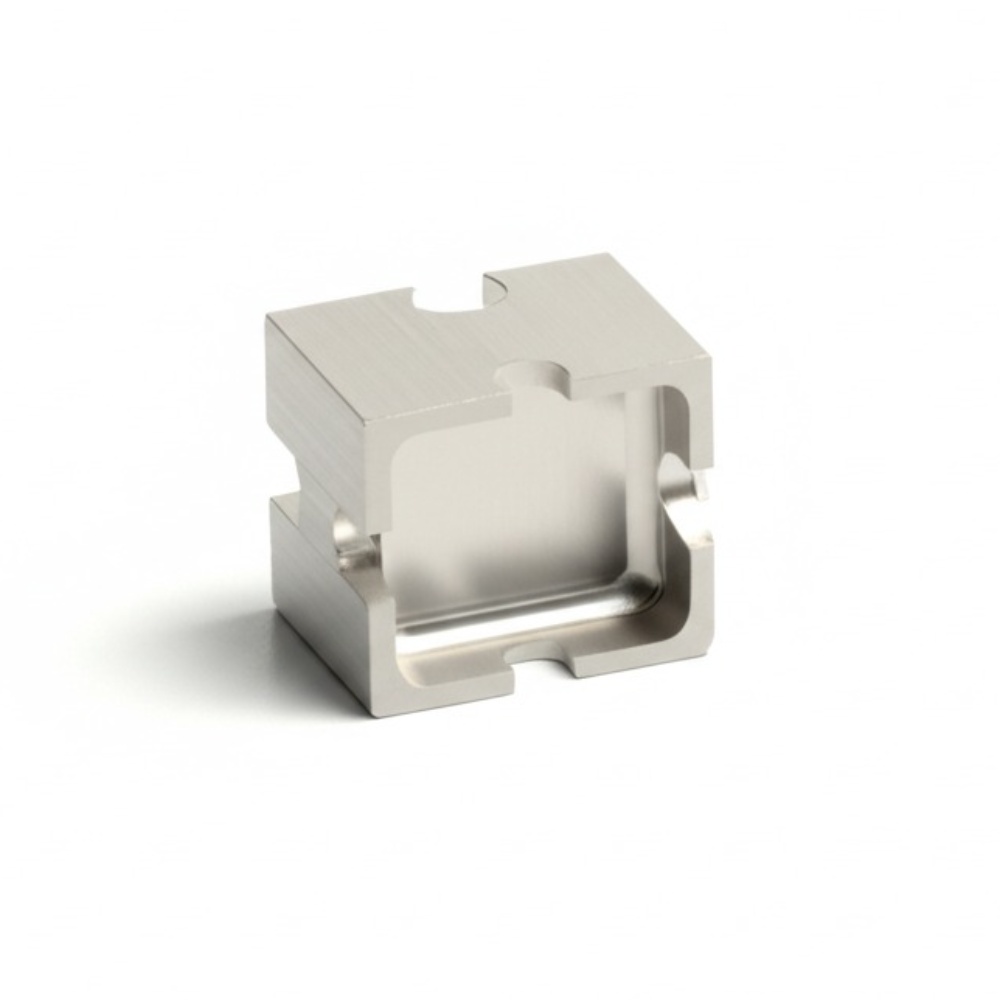
Our sinker EDM process creates the tiny, complex parts needed for biocompatible implants and microfluidic devices. We maintain strict cleanliness standards for all medical parts.

Fuel nozzles and heat-resistant shrouds for jet engines need to be perfect. Our aerospace EDM services meet or exceed all industry standards.
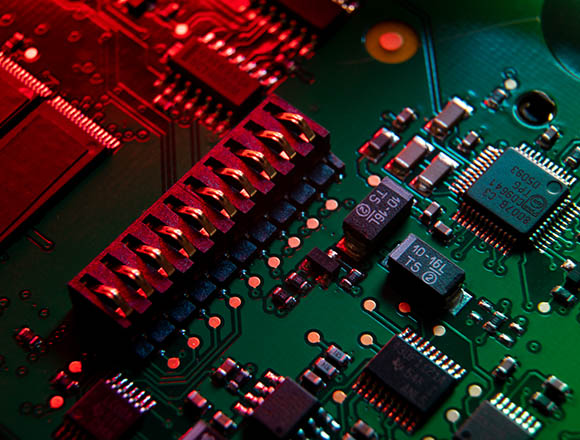
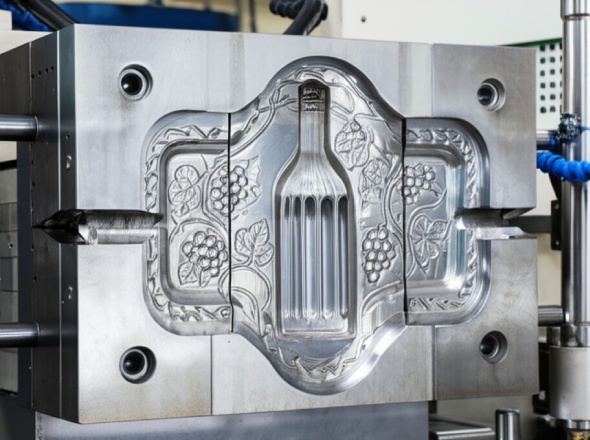
We make perfect injection molds for tiny connectors and electronic housings. These molds create consistent parts for millions of cycles.

If you’ve ever held two “silver” aluminum parts side-by-side and wondered why one looks calmly premium while the other looks…
If you need one general-purpose aluminum grade that simply works across structures, frames, and machined parts without chasing extremes, 6061

Pure aluminum melts near 660 °C, but if you run a furnace, weld, or cast for a living you already

